Nghiên cứu sử dụng elastomer nhằm cải thiện khả năng chịu va đập của nhựa polypropylene
MỞ ĐẦU
Nhựa nhiệt dẻo là loại vật liệu có khả năng biến dạng khi chịu tác dụng của nhiệt, áp suất và vẫn giữ được sự biến dạng đó khi thôi tác dụng. Do đó, nhựa nhiệt dẻo có thể dễ dàng gia công bằng các phương pháp đùn, đúc tiêm, tạo hình nhiệt… Sản phẩm nhựa nhiệt dẻo được sử dụng rộng rãi để thay thế cho các sản phẩm từ vải, gỗ, da, thủy tinh, kim loại vì đặc tính nhẹ, bền, dễ tạo hình, màu sắc đa dạng của chúng. Chúng ta có thể bắt gặp vật liệu nhựa nhiệt dẻo ở khắp mọi nơi, chúng được ứng dụng rộng rãi trong hầu hết các ngành công nghiệp và hiện hữu tại mọi ngóc ngách trong cuộc sống, khiến những sinh hoạt hàng ngày trở nên thuận tiện, dễ dàng và an toàn hơn.
Với những đặc tính hóa lý nổi trội (khả năng tái sử dụng) cũng như giá thành thấp hơn so với những loại chất dẻo khác, nhựa nhiệt dẻo chiếm lĩnh 75% trong cơ cấu sử dụng chất dẻo toàn cầu. Trong cơ cấu nhựa nhiệt dẻo, PE (với các dẫn xuất HDPE, LDPE, LLDPE) và PP được sử dụng nhiều nhất, chiếm trên 60% tổng sản lượng nhựa nhiệt dẻo, ứng dụng chủ yếu trong sản xuất bao bì, màng bọc hay các sản phẩm gia dụng.
Ngành nhựa Việt Nam có khởi đầu khá sớm từ những năm 1960 cùng với sự ra đời của nhà máy hóa chất Việt Trì nhưng trong một giai đoạn dài, những sản phẩm nhựa tiêu dùng trong nước chủ yếu phải nhập khẩu. Hiện tại, mỗi năm ngành nhựa nhập khẩu khoảng 4 triệu tấn nguyên liệu nhựa, những nguyên liệu nhập khẩu chủ yếu bao gồm: PE, PP, PET, PVC, PS, ABS… phục vụ cho các Công ty sản xuất nhựa vật liệu xây dựng (ống nhựa PVC, ống nhựa HDPE, cửa nhựa PVC…), sản xuất bao bì nhựa (bao bì PE, PP, chai lọ PET), nhựa gia dụng và linh kiện các sản phẩm điện tử… Việt Nam nhập khẩu 3.8 triệu tấn nguyên liệu nhựa trong năm 2015, bốn nguyên liệu nhập khẩu lớn nhất thuộc về PE (28%), PP (23%), PET (9%) và PVC (6%). Hiện tại, khả năng tự chủ nguyên liệu của ngành nhựa Việt Nam là chưa cao, sản lượng nguyên liệu nhựa sản xuất trong nước chỉ đáp ứng được 15÷20% nhu cầu nguyên liệu toàn ngành. Tính đến cuối năm 2015, sản lượng nguyên liệu nhựa trong nước đạt khoảng 1 triệu tấn (theo VPA). Tuy nhiên, với sự ra đời của Công ty Lọc hóa dầu Bình Sơn bắt đầu sản xuất PP (8/2010), đây là dự án đầu tiên tại Việt Nam thuộc nhà máy Lọc dầu Dung Quất sản xuất PP, với công suất khoảng 150 nghìn tấn/năm, đáp ứng khoảng 14% nhu cầu trong nước. Năm 2018, nhà máy Lọc dầu Nghi Sơn đã đi vào hoạt động và sản lượng PP dự kiến sẽ đạt 400 nghìn tấn/năm, đáp ứng nhu cầu ngày càng tăng của Việt Nam đối với các sản phẩm lọc hóa dầu, góp phần thúc đẩy sự phát triển của nhựa PP vào trong các ứng dụng đời sống cũng như kỹ thuật..
Mặc dù nhựa PP được sử dụng rộng rãi, tuy nhiên do khả năng chịu va đập kém ở nhiệt độ thấp nên PP vẫn chưa được ứng dụng nhiều trong lĩnh vực ô tô, các sản phẩm gia dụng như chai, lọ, đồ hộp để bảo quản thực phẩm ở nhiệt độ thấp. Đặc biệt, do có xu hướng tạo vùng kết tinh cao nên PP có khả năng chống thấm khí rất cao. Do đó, màng PP thường được dùng làm lớp phủ ngoài cùng đối với màng ghép nhiều lớp để tăng tính chống thấm khí, hơi nước. Tuy nhiên, nhiệt độ hóa thủy tinh (Tg) của PP tương đối cao (0÷10oC) là một trở ngại. PP không được dùng làm bao bì thủy sản lạnh đông mặc dù có khả năng chống thấm khí cao, do các sản phẩm thủy sản phải đạt nhiệt độ trung tâm là -18oC, khi đó nhiệt độ phòng lạnh khoảng -35 đến -40oC, và bao bì PP sẽ bị nứt vỡ.
Các bài báo gần đây đã nghiên cứu việc cải thiện độ bền va đập cho các chất dẻo bán kết tinh, đặc biệt là isotactic polypropylene. Những nghiên cứu đó đã chỉ ra được một vài lý thuyết chính giải thích cơ chế biến tính cho PP. Tuy nhiên, các lý thuyết này chỉ đúng trong một vài trường hợp cụ thể và không đạt được sự thống nhất chung.
Trong nghiên cứu này, ba loại POEs là EngageTM 8407, InfuseTM 9100 và Versify™ 2000 được sử dụng để cải thiện khả năng chịu va đập của nhựa PP sản xuất từ nhà máy sản xuất Polypropylene Dung Quất (BSR). Việc nghiên cứu sử dụng POEs để biến tính polypropylene sẽ mở ra khả năng ứng dụng rộng hơn trong công nghiệp ô tô, sản xuất hộp, màng bao bì chứa đựng thực phẩm, yêu cầu khả năng chịu va đập ở nhiệt độ thấp.
Với những lý do đó, tôi chọn đề tài “Nghiên cứu sử dụng elastomer nhằm cải thiện khả năng chịu va đập của nhựa polypropylene”.
Tổng quan về Polypropylene (PP)
- Giới thiệu
Polypropylene hình thành từ quá trình trùng hợp phối trí với sự có mặt của xúc tác Ziegler – Natta. PP được đưa ra thị trường lần đầu tiên vào năm 1957 bởi Công ty Montecatini, Italia.
PP sử dụng ngày nay phần lớn là isotactic, một phần nhỏ là syndiotactic và atactic.
- Cấu trúc phân tử
Polypropylene là một hợp chất cao phân tử có công thức tổng quát là: (C3H6)n:
Hình 1.1: Công thức cấu tạo polypropylene
1.1.3. Phân loại
– Homopolypropylene (polypropylene đơn trùng hợp, HPP).
– Random copolypropylene (polypropylene đồng trùng hợp ngẫu nhiên, RCP).
– Copolypropyleneblock (polypropylene đồng trùng hợp khối).
1.1.4. Tính chất
– Tính bền cơ học cao (bền xé và bền kéo đứt), khá cứng, không mềm dẻo như polyethylene.
– PP không màu, không mùi, không vị, không độc.
– Có tính chất chống thấm O2, hơi nước, dầu mỡ và các khí khác.
– Chịu được nhiệt độ cao hơn 100oC.
1.1.5. Ứng dụng
– Dùng làm chai đựng nước, bình sữa cho bé, hộp bảo quản thực phẩm, dụng cụ y tê, tấm cản ô tô.
– Tạo thành sợi, dệt thành bao bì đựng lương thực.
– PP cũng được sản xuất dạng màng phủ ngoài đối với màng nhiều lớp để tăng tính chống thấm khí, hơi nước.
Tổng quan về Polyolefin Elastomers (POEs)
- Giới thiệu
Vật liệu đàn hồi trên cơ sở polyolefin (polyolefin elastomer – POE) là copolymer được tổng hợp từ ethylene và đồng monomer (comonomer) như propylene, butene, hexane và octene.
- EngageTM Polyolefin Elastomers
EngageTM Polyolefin elastomers (Hình 1.5) là random copolymer trên cơ sở ethylene, chủ yếu là copolymer ethylene – octene và copolymer ethylene – butene.
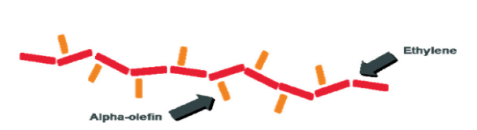
Hình 1.5: Cấu trúc của engage
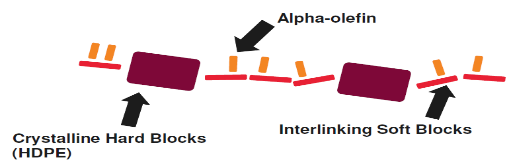
- InfuseTM Olefin Block Copolymers
InfuseTM Olefin Block Copolymers (Hình 1.6) là block copolymer trên cơ sở ethylene với các đoạn cứng và mềm xen kẽ nhau.
- VersifyTM Plastomers and Elastomers
Versify™ Plastomers and Elastomers (Hình 1.7) là random propylene – ethylene copolymer.

Hình 1.7: Cấu trúc của versify
Tổng quan về hỗn hợp polymer (polymer blend)
1.3.1. Định nghĩa
Polymer blend là một loại vật liệu tổ hợp được tạo thành từ ít nhất hai homopolymer/copolymer thành phần.
Trong polymer blend, giữa các polymer có thể có tương tác vật lý hoặc tương tác hoá học, có thể là hệ đồng thể hoặc dị thể.
1.3.2. Các dạng polymer blend
Dựa vào mức độ trộn hợp các polymer thành phần, người ta chia polymer blend thành ba loại:
❖ Polymer blend hoà trộn (miscible polymer blend).
❖ Polymer blend hoà trộn một phần và tương hợp một phần.
❖ Polymer blend không hoà trộn và không tương hợp.

1.3.3. Các yếu tố ảnh hưởng đến khả năng tương hợp của polymer
❖ Cấu trúc hóa học và độ phân cực.
❖ Sự tương tác của các nhóm chức trên mạch phân tử polymer.
❖ Khối lượng phân tử.
❖ Tỷ lệ các cấu tử trong polymer blend.
❖ Độ kết tinh.
1.3.4. Các phương pháp xác định sự tương hợp của polymer blend
❖ Phương pháp dựa vào nhiệt độ thủy tinh hóa.
❖ Phương pháp giản đồ pha.
❖ Phương pháp dựa vào độ nhớt của dung dịch polymer blend.
❖ Phương pháp dựa vào phổ hồng ngoại.
❖ Phương pháp dựa vào kính hiển vi điện tử.
❖ Phương pháp dựa vào mômen xoắn của polymer blend ở trạng thái nóng chảy.
1.3.5. Các biện pháp tăng cường tương hợp polymer blend
❖ Biến tính polymer.
❖ Đưa vào các hợp chất thấp phân tử.
❖ Sử dụng chất tương hợp là polymer.
❖ Đưa vào các ionomer.
❖ Quá trình cơ hóa.
❖ Các tương tác đặc biệt trong polymer blend.
❖ Các phương pháp khác tăng cường tương hợp các polymer.
1.3.6. Các phương pháp chế tạo vật liệu polymer blend
❖ Chế tạo polymer blend từ dung dịch polymer.
❖ Chế tạo polymer blend ở trạng thái nóng chảy.
❖ Phương pháp tạo các mạng lưới polymer đan xen.
❖ Phương pháp khác để chế tạo polymer blend.
1.3.7. Sự phát triển hình thái của vật liệu polymer blend trong máy đùn – Quá trình trộn lẫn và phân tán
Trộn hợp polymer trong máy đùn 2 trục vít (Twin screw extrusion, TSE) đã được phát triển từ những năm 1930 với nhiều ưu điểm so với các phương pháp khác.
Phương pháp TSE cho thấy sự tiện dụng, tốn ít chi phí để tạo các sản phẩm polymer một cách đồng nhất; dễ nạp liệu, trộn lẫn và phân tán tốt; kiểm soát nhiệt độ, thời gian lưu của vật liệu tốt; quá trình xảy ra liên tục.
1.3.8. Cơ chế tăng độ dẻo dai cho polymer
Tính dẻo dai của polymer, hoặc tính chất chống lại sự phá hủy bằng cách hấp thụ và phân tán năng lượng, là một đặc tính cần có của một vật liệu hoặc sản phẩm. Nó phụ thuộc vào nhiều yếu tố, bao gồm: nhiệt độ, áp suất, tốc độ biến dạng, hình dạng của vật thể, loại lực tác dụng, và các tính chất khác của vật liệu như khối lượng phân tử, độ đa phân tán, sự sắp xếp mạch phân tử, sự cuộn rối giữa các mạch, mức độ kết tinh, tính đồng nhất của vật liệu,…
- Nguyên liệu và dụng cụ
- Nhựa polypropylene:
Polypropylene là loại BSRTM I3110 được sản xuất tại nhà máy nhựa Polypropylene Dung Quất. Một vài thông số của nhựa được trình bày trong Bảng 2.1
Bảng 2.1: Một số thông số của nhựa PP I3110
| Thông số | Tiêu chuẩn | Giá trị | |
|---|---|---|---|
| Chỉ số chảy (230°C/2.16kg) | ASTM D1238 | 11 g/10phút | |
| Khối lượng riêng | ASTM D1505 | 0.91 g/cm3 | |
| Độ cứng Rockwell (thang đo R) | ASTM D785 | 100 | |
| Độ bền kéo | Điểm chảy | ASTM D638 | 38 MPa |
| Điểm đứt | 24.5 MPa | ||
| Modul kéo | ASTM D790 | 1600 MPa | |
| Độ bền va đập Izod (23oC) | ASTM D256 | 24 J/m | |
| Điểm chảy mềm Vicat 66Psi | ASTM D648 | 157°C | |
- Elastomer:
Ba loại elastomer do Công ty Dow Chemical, Mỹ sản xuất: EngageTM 8407, InfuseTM 9100 và Versify™ 2000. Một số thông số đặc trưng của ba elastomer này được trình bày ở Bảng 2.2÷2.4.
Bảng 2.2: Một số thông số của EngageTM 8407
| Thông số | Tiêu chuẩn | Giá trị |
| Chỉ số chảy (190°C/2.16kg) | ASTM D1238 | 30 g/10phút |
| Khối lượng riêng | ASTM D792 | 0.870 g/cm3 |
| Nhiệt độ nóng chảy (DSC), 10oC/phút | Dow Method | 65oC |
| Nhiệt độ hóa thủy tinh | Dow Method | -54oC |
Bảng 2.3: Một số thông số của InfuseTM 9100
| Thông số | Tiêu chuẩn | Giá trị |
| Chỉ số chảy (190°C/2.16kg) | ASTM D1238 | 1 g/10phút |
| Khối lượng riêng | ASTM D792 | 0.877 g/cm3 |
| Nhiệt độ nóng chảy (DSC), 10oC/phút | Dow Method | 120oC |
| Nhiệt độ hóa thủy tinh | Dow Method | -62oC |
Bảng 2.4: Một số thông số của VersifyTM 2000
| Thông số | Tiêu chuẩn | Giá trị |
| Chỉ số chảy (230°C/2.16kg) | ASTM D1238 | 2 g/10phút |
| Khối lượng riêng | ASTM D792 | 0.888 g/cm3 |
| Nhiệt độ nóng chảy (DSC), 10oC/phút | Dow Method | 110oC |
| Nhiệt độ hóa thủy tinh | Dow Method | -17oC |
2.1.2. Dụng cụ, thiết bị thí nghiệm
Sử dụng dụng cụ, thiết bị thí nghiệm thuộc Phòng thí nghiệm polymer, trường Đại học Bách Khoa, Đại học Đà Nẵng gồm:
– Máy ép đùn 2 trục vít xoay ngược chiều Rheomex CEW100 QC, Haake, Đức.
– Thiết bị đúc tiêm MiniJet II, Haake, Đức.
– Thiết bị đo độ bền kéo và uốn AG-X plus, Shimadzu, Nhật.
– Thiết bị đo độ bền va đập HIT 50P, Zwick/Roell, Đức.
– Cân phân tích Ohaus PA 214, Mỹ.
- Nội dung nghiên cứu
- Quy trình nghiên cứu
- Nội dung nghiên cứu
❖ Giai đoạn 1: Khảo sát nhiệt độ gia công PP
Đúc tiêm tạo mẫu: Nhựa PP I3110 được đúc tiêm tạo mẫu ở các nhiệt độ xylanh khác nhau 190, 210, 230, 250oC trên thiết bị đúc tiêm MiniJet II, Haake, Đức. Các thông số gia công khác được giữ cố định: nhiệt độ khuôn (60oC), thời gian tiêm (10s), thời gian làm nguội (10s), áp suất tiêm (400 bars), áp suất giữ (250 bars).
Mẫu sau đó được đem khảo sát các tính chất cơ lý: Độ bền va đập, độ bền kéo, độ bền uốn và khảo sát chỉ số chảy của mẫu.
❖ Giai đoạn 2: Khảo sát ảnh hưởng của elastomer đến các tính chất của PP
Ép đùn: Nhựa PP và elastomer được cân với các tỉ lệ khối lượng (KL) khác nhau (Bảng 2.5), trộn sơ bộ, sau đó hỗn hợp được đưa vào thiết bị đùn hai trục vít Rheomex CEW100 QC, Haake, Đức để tiến hành trộn nóng chảy. Sản phẩm sau khi ra khỏi máy ép đùn được cắt tạo hạt compound có chiều dài 2÷3mm.
Đúc tiêm tạo mẫu: Hạt compound sau đó được gia công tạo mẫu bằng thiết bị đúc tiêm MiniJet II, Haake, Đức. Thông số nhiệt độ xylanh dựa vào kết quả khảo sát của giai đoạn 1.
Bảng 2.5: Thành phần các mẫu được chuẩn bị
| Mẫu | PP | Engage | Infuse | Versify |
| (%KL) | (%KL) | (%KL) | (%KL) | |
| PP | 100 | 0 | 0 | 0 |
| E1 | 95 | 5 | – | – |
| E2 | 90 | 10 | – | – |
| E3 | 85 | 15 | – | – |
| E4 | 80 | 20 | – | – |
| E5 | 75 | 25 | – | – |
| I1 | 95 | – | 5 | – |
| I2 | 90 | – | 10 | – |
| I3 | 85 | – | 15 | – |
| I4 | 80 | – | 20 | – |
| I5 | 75 | – | 25 | – |
| V1 | 95 | – | – | 5 |
| V2 | 90 | – | – | 10 |
| V3 | 85 | – | – | 15 |
| V4 | 80 | – | – | 20 |
| V5 | 75 | – | – | 25 |
- Khảo sát các tính chất cơ lý của mẫu
❖ Độ bền va đập: Phép đo được thực hiện bằng phương pháp Izod theo tiêu chuẩn ISO 180 với kích thước mẫu 80mm x 10mm x 4mm, có vết cắt. Mỗi phép đo được thực hiện tối thiểu 10 mẫu để lấy giá trị trung bình.
❖ Độ bền uốn: Phép đo độ bền uốn 3 điểm được thực hiện theo tiêu chuẩn ISO 178 với kích thước mẫu 80mm x 10mm x 4mm. Mỗi phép đo được thực hiện tối thiểu 10 mẫu để lấy giá trị trung bình.
❖ Độ bền kéo: Phép đo độ bền kéo được thực hiện theo tiêu chuẩn ASTM D638 với kích thước mẫu 115mm x 13mm x 3,2mm. Tốc độ kéo 50 mm/phút. Mỗi phép đo được thực hiện tối thiểu 10 mẫu để lấy giá trị trung bình.
- Phân tích nhiệt lượng quét vi sai (DSC)
Các tính chất nhiệt được đo bằng phương pháp nhiệt lượng quét vi sai (DSC) tiến hành trên thiết bị Mettler Toledo DSC 1 – Mỹ. Thực hiện đo tại Phòng thí nghiệm của Công ty APEC, Điện Bàn, Quảng Nam. Khối lượng các mẫu đo thay đổi trong khoảng giữa 5÷6mg. Tốc độ gia nhiệt theo chuẩn ASTM là 10oC/phút. Nhiệt độ kết tinh, nhiệt độ nóng chảy và enthalpy nóng chảy tương ứng được xác định.
Chỉ số chảy (MFI) của các mẫu PP được gia công ở các nhiệt độ xylanh khác nhau và các mẫu PP/elastomer với hàm lượng elastomer khác nhau được xác định bằng thiết bị đo chỉ số chảy Extrusion Plastomer, Ray-Ran, Vương quốc Anh, theo tiêu chuẩn ASTM D1238. Thực hiện đo tại Phòng thí nghiệm nhà máy Lọc dầu Dung Quất, Quảng Ngãi.
(SEM)
Các mẫu được duy trì ở nhiệt độ -70oC, thời gian 1 ngày trong nitơ lỏng và sau đó lấy ra bẻ gãy. Mặt cắt ngang mẫu bẻ gãy được sử dụng để khảo sát dưới kính hiển vi điện tử quét FE-SEM Ultra 55, Carl Zeiss SMT AG, CHLB Đức. Thực hiện đo tại Viện nghiên cứu vật liệu polymer, CHLB Đức.
CHƯƠNG 3 – KẾT QUẢ VÀ THẢO LUẬN
3.1. Khảo sát nhiệt độ gia công đúc tiêm PP
Đồ thị Hình 3.1÷3.5 cho thấy ảnh hưởng của nhiệt độ gia công đúc tiêm đến tính chất va đập, kéo, uốn của PP.
Hình 3.1: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến độ bền va đập của PP
Hình 3.2: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến độ bền uốn của PP
Hình 3.3: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến module uốn của PP
Hình 3.4: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến độ bền kéo của PP
Hình 3.5: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến module kéo của PP
Hình 3.6: Ảnh hưởng của nhiệt độ gia công đúc tiêm đến chỉ số chảy của PP
Các đồ thị cho thấy: Độ bền va đập và độ bền uốn của PP đo ở điều kiện nhiệt độ thường tăng khi tăng nhiệt độ xylanh.
Đồ thị Hình 3.6 cho thấy chỉ số chảy của nhựa PP tăng khi tăng nhiệt độ gia công đúc tiêm.
Qua khảo sát nhiệt độ gia công đúc tiêm PP, ta thấy các tính chất va đập, kéo, uốn của PP có thay đổi nhưng không đáng kể, đặc biệt là trong khoảng nhiệt độ từ 190oC đến 230oC. Khi nhiệt độ tăng đến 250oC thì các tính chất bắt đầu suy giảm mạnh do xảy ra sự phân hủy nhiệt. Do đó, khoảng nhiệt độ 190÷230oC là khoảng nhiệt độ tối ưu để gia công đúc tiêm nhựa PP mà không ảnh hưởng nhiều đến các tính chất cơ lý của sản phẩm.
Do đó, nhiệt độ xylanh là 210oC được chọn để gia công đúc tiêm hỗn hợp PP/elastomer mà không ảnh hưởng nhiều đến tính chất cơ lý của sản phẩm, tiết kiệm năng lượng và phù hợp với hướng dẫn của nhà sản xuất đối với nhiệt độ gia công elastomer.
3.2. Khảo sát ảnh hưởng của elastomer đến các tính chất của PP
3.2.1. Khảo sát ảnh hưởng của các loại elastomer đến độ bền va
đập ở các nhiệt độ khác nhau
Đồ thị Hình 3.7 cho thấy độ bền va đập của PP giảm khi giảm nhiệt độ.
Hình 3.7: Ảnh hưởng của nhiệt độ sử dụng đến độ bền va đập của PP
Điều này có thể giải thích như sau: Khi nhiệt độ giảm, khả năng chuyển động nhiệt của các mạch phân tử polymer giảm, vật liệu trở nên giòn hơn, giảm khả năng hấp thụ và tiêu tán năng lượng khi mẫu chịu lực tác động từ bên ngoài, do đó độ bền va đập của vật liệu giảm khi giảm nhiệt độ.
PP có nhiệt độ hóa thủy tinh Tg tương đối cao (0÷10oC), độ bền va đập tương đối thấp nên ứng dụng của nó còn hạn chế, đặc biệt là ở điều kiện nhiệt độ thấp. Elastomer có nhiệt độ Tg thấp, có độ dẻo dai cao nên được thêm vào để tạo hỗn hợp với PP nhằm tăng khả năng chịu va đập của PP.
Để xác định khả năng sử dụng của PP biến tính bằng elastomer ở nhiệt độ thấp, các mẫu PP/elastomer được đo ở điều kiện nhiệt độ thấp (-5÷0oC) và đem so sánh với các mẫu tương ứng ở nhiệt độ thường (25±2oC). Đồ thị Hình 3.8÷3.9 thể hiện ảnh hưởng của các loại elastomer đến độ bền va đập của PP ở nhiệt độ thường và nhiệt độ thấp.
Các đồ thị cho thấy độ bền va đập của các mẫu có vết cắt theo phương pháp Izod tăng khi hàm lượng elastomer tăng, đặc biệt khi hàm lượng elastomer chiếm 25% khối lượng thì giá trị độ bền va đập cao hơn so với PP nguyên chất 860% đối với engage, 790% đối với infuse và 30% đối với versify. Tương tự đối với độ bền va đập ở nhiệt độ thấp, ở hàm lượng 25% khối lượng elastomer, độ bền va đập của các hỗn hợp cao hơn so với PP nguyên chất là 330%, 240% và 65% đối với engage, infuse và versify.
Hình 3.8: Ảnh hưởng của các loại elastomer đến độ bền va đập ở nhiệt độ thường
Hình 3.9: Ảnh hưởng của các loại elastomer đến độ bền va đập ở nhiệt độ thấp
Khả năng cải thiện độ bền va đập cho PP của elastomer tăng theo thứ tự từ versify, infuse, engage. Điều này có thể giải thích như sau: Do elastomer có nhiệt độ Tg thấp hơn nhiều so với PP, có độ dẻo dai và khả năng chịu biến dạng tốt, dễ dàng hấp thụ và phân tán năng lượng khi chịu tác dụng của lực tác động từ bên ngoài, do đó chúng có khả năng chịu va đập tốt hơn PP và khi tăng hàm lượng elastomer trong hỗn hợp PP/elastomer thì độ bền va đập cũng tăng. Ngoài ra có thể là do khi hàm lượng elastomer trong PP cao sẽ làm giảm mức độ kết tinh dạng α (kiểu đơn tà), đồng thời làm tăng dạng kết tinh β (kiểu lục phương, ít phổ biến hơn dạng α, có khả năng chịu va đập cao hơn dạng α) hoặc làm tăng mức độ chuyển đổi dạng kết tinh từ α sang β. Trong ba loại elastomer, versify là random copolymer trên cơ sở propylene và ethylene có mạch cứng hơn nên khả năng cải thiện va đập kém hơn so với engage và infuse, là những copolymer trên cơ sở ethylene và α-olefin.
3.2.2. Khảo sát ảnh hưởng của các loại elastomer đến tính chất
kéo, uốn của polypropylene
Ảnh hưởng của hàm lượng elastomer đến tính chất kéo, uốn của mẫu PP/elastomer với các hàm lượng elastomer 0%, 5%, 10%, 15%, 20%, 25% được khảo sát.
Qua các đồ thị Hình 3.10÷3.13 ta nhận thấy rằng khi hàm lượng elastomer tăng lên thì độ bền kéo, độ bền uốn, module kéo, module uốn giảm so với PP. Có thể là do elastomer có độ bền và module kéo, uốn thấp và khi tăng hàm lượng elastomer sẽ xảy ra sự cạnh tranh kết tinh giữa các polymer làm giảm mức độ kết tinh của nhựa PP nguyên chất, đồng thời các mạch có khối lượng phân tử thấp được chèn vào làm tăng độ dẻo dai và làm giảm độ cứng của hỗn hợp, qua đó làm suy giảm các tính chất kéo, uốn của mẫu.
Sự có mặt elastomer làm tăng độ bền va đập cho PP, nhưng đồng thời cũng làm giảm các tính chất kéo, uốn của vật liệu.
Hình 3.10: Ảnh hưởng của các loại elastomer đến độ bền uốn
Hình 3.11: Ảnh hưởng của các loại elastomer đến module uốn
Hình 3.12: Ảnh hưởng của các loại elastomer đến độ bền kéo
Hình 3.13: Ảnh hưởng của các loại elastomer đến module kéo
3.2.3. Khảo sát ảnh hưởng của các loại elastomer đến tính chất nhiệt
Tính chất cơ học của polymer bán kết tinh chịu ảnh hưởng lớn bởi mức độ kết tinh và cấu trúc tinh thể. Sự thay đổi các yếu tố này làm ảnh hưởng đến rất nhiều đến tính chất cũng như phạm vi sử dụng của polymer. Ảnh hưởng của elastomer đến cấu trúc tinh thể cũng như các tính chất nóng chảy, kết tinh của PP được khảo sát bằng phương pháp nhiệt lượng quét vi sai (DSC).
Hình 3.21: Ảnh hưởng của elastomer đến độ kết tinh của PP
Dễ dàng nhận thấy khi hàm lượng elastomer tăng lên thì mức độ kết tinh của PP giảm do có sự cạnh tranh sắp xếp mạch phân tử của các polymer trong quá trình kết tinh cũng như do tính không tương hợp giữa các polymer gây ra sự cản trở trong quá trình kết tinh.
Bảng 3.1: Nhiệt độ kết tinh và nhiệt độ nóng chảy của hỗn hợp PP/Engage
| Mẫu | Tc (oC) | TmEngage(oC) |
| PP | 109.22 | 167.26 |
| E1 | 116.19 | 163.22 |
| E2 | 117.34 | 164.41 |
| E3 | 118.35 | 164.37 |
| E4 | 118.94 | 163.95 |
| E5 | 118.91 | 164.30 |
Bảng 3.2: Nhiệt độ kết tinh và nhiệt độ nóng chảy của hỗn hợp PP/Infuse
| Mẫu | Tc (oC) | TmPP (oC) | TmInfuse(oC) |
| PP | 109.22 | 167.26 | – |
| I1 | 112.27 | 163.62 | – |
| I2 | 112.08 | 164.56 | 122.20 |
| I3 | 112.25 | 163.92 | 122.36 |
| I4 | 112.33 | 164.81 | 122.68 |
| I5 | 112.67 | 163.30 | 122.01 |
Bảng 3.3: Nhiệt độ kết tinh và nhiệt độ nóng chảy của hỗn hợp PP/Versify
| Mẫu | Tc (oC) | TmVersify (oC) |
| PP | 109.22 | 167.26 |
| V1 | 111.71 | 165.00 |
| V2 | 112.51 | 164.51 |
| V3 | 112.04 | 164.15 |
| V4 | 111.68 | 164.69 |
| V5 | 110.98 | 165.52 |
Bảng 3.1÷3.3 cho thấy khi tăng hàm lượng elastomer thì nhiệt độ kết tinh tăng lên, đồng thời nhiệt độ nóng chảy giảm xuống. Sự giảm nhiệt độ nóng chảy của PP khi tăng hàm lượng elastomer chứng tỏ PP và elastomer có một mức độ tương thích nhất định theo lý thuyết tương hợp polymer.
3.2.4. Khảo sát ảnh hưởng của elastomer đến hình thái cấu trúc của mẫu
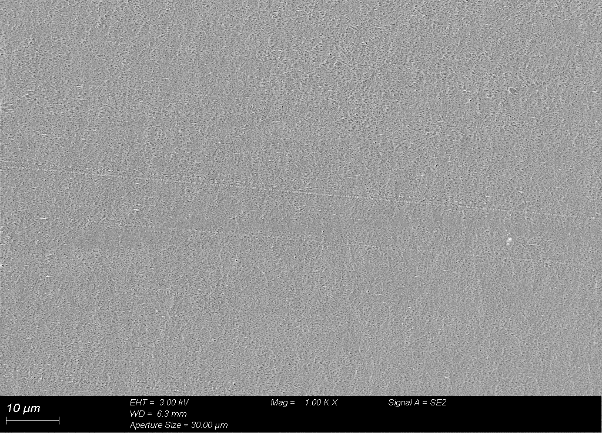
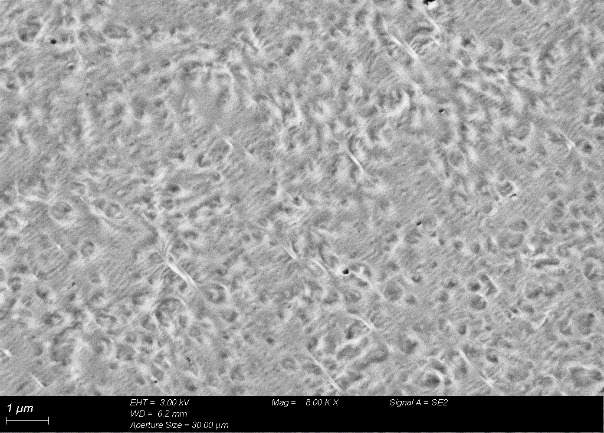
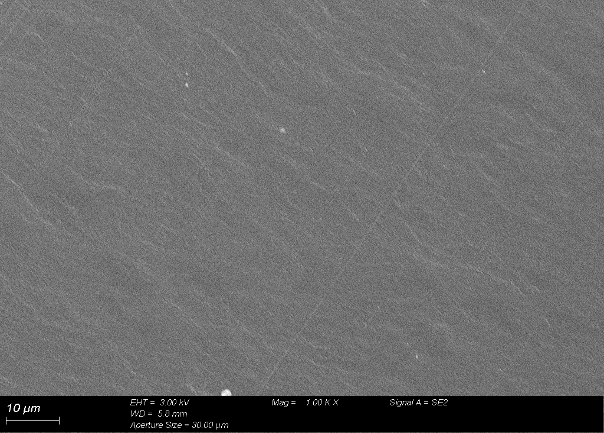
Kết quả chụp SEM ở Hình 3.22÷3.27 cho thấy sự phân bố của engage, infuse và versify trong polypropylene với các độ phóng đại khác nhau.
Hình 3.22: Ảnh SEM của mẫu PP/Engage 25% với độ phóng đại 1000 lần
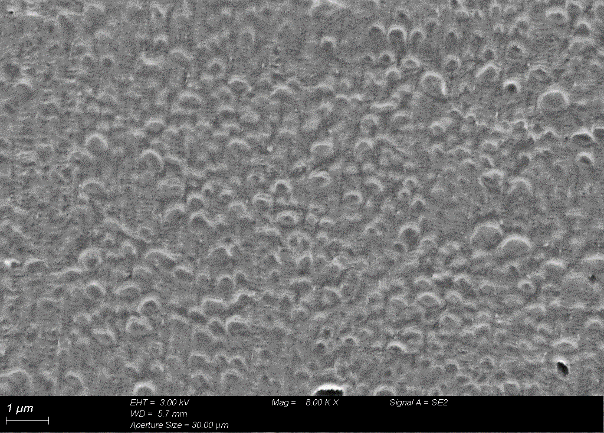
Hình 3.23: Ảnh SEM của mẫu PP/Engage 25% với độ phóng đại 8000 lần
Hình 3.24: Ảnh SEM của mẫu PP/Infuse 25% với độ phóng đại 1000 lần
Hình 3.25: Ảnh SEM của mẫu PP/Infuse 25% với độ phóng đại 8000 lần
Hình 3.26: Ảnh SEM của mẫu PP/Versify 25% với độ phóng đại 1000 lần
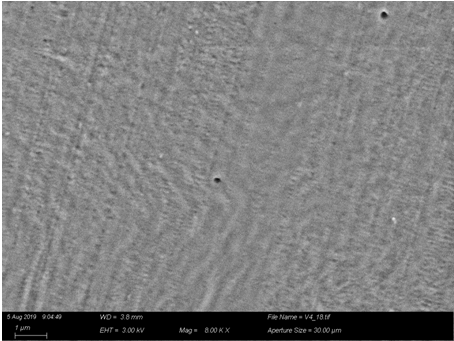
Hình 3.27: Ảnh SEM của mẫu PP/Versify 25% với độ phóng đại 8000 lần
Sự tương phản pha trong ảnh SEM ở Hình 3.22÷3.25 cho thấy sự phân bố của elastomer trên cơ sở ethylene của engage và infuse trong polypropylene khá đồng đều. Đối với hỗn hợp polypropylene và versify, do cấu trúc tương đồng với nhau nên versify tương hợp, phân tán tốt trong polypropylene do vậy không thấy rõ ranh giới phân chia pha của PP và elastomer (Hình 3.26÷3.27).
Các kết quả chụp SEM cho thấy điều kiện gia công, trộn lẫn các thành phần tốt.
KẾT LUẬN
Từ những kết quả thu được trong quá trình nghiên cứu và thực hiện đề tài này, tôi rút ra một số kết luận như sau:
🟇 Đã khảo sát điều kiện gia công đúc tiêm hỗn hợp PP/elastomer, nhiệt độ của xylanh được lựa chọn là 210oC.
🟇 Đã đánh giá được khả năng cải thiện độ bền va đập của ba loại elastomer engage, infuse và versify đối với polypropylene. Engage là elastomer cho khả năng cải thiện độ bền va đập cao nhất, tuy nhiên lại làm giảm các tính chất kéo, uốn đáng kể. So với engage và infuse, khả năng cải thiện độ bền va đập của versify thấp nhất nhưng làm giảm ít nhất các tính chất kéo, uốn của PP nguyên chất.
🟇 Hàm lượng elastomer càng tăng thì độ bền va đập càng tăng, tuy nhiên các độ bền và module kéo, uốn giảm.
🟇 Kết quả phân tích DSC cho thấy việc thêm vào elastomer làm giảm mức độ kết tinh của PP, làm giảm nhiệt độ nóng chảy và tăng nhiệt độ kết tinh của hỗn hợp.
🟇 Kết quả khảo sát cấu trúc mẫu cho thấy sự phân bố đồng đều của PP và elastomer.
🟇 Tùy vào mục đích sử dụng mà tùy chọn loại và hàm lượng elastomer cho phù hợp.
KIẾN NGHỊ
Do thời gian làm đề tài ngắn, không thể thực hiện nhiều hơn nên sau khi hoàn thành đề tài nghiên cứu này, tôi có một số kiến nghị cho những đề tài nghiên cứu sau:
🟇 Khảo sát thêm một số tính chất của mẫu: độ trong, tính kháng lão hóa do UV, nhiệt,…
🟇 Ứng dụng gia công một vài sản phẩm thực tế.
E:\DỮ LIỆU COP CỦA CHỊ YẾN\DAI HOC DA NANG\KY THUAT HOA HOC\KHOA 35\(R)1. Ngo Thanh Binh\1. Ngo Thanh Binh\TOM TAT